
Many of the regulated particulates, such as respirable crystalline silica (RCS), are invisible to the naked eye, so staff working around a conveyor system are often unaware of the danger or the level of exposure.
Operators can protect staff by understanding how particulates become airborne at each stage of the conveying process so that they can better assess the sources of dust within the system and ways to mitigate those emissions. Some dust solutions are more complicated to solve than others. Modern conveyor equipment designs have taken dust into account and offered solutions that are easier to maintain and support workplace safety compliance.
Specs on dust specks
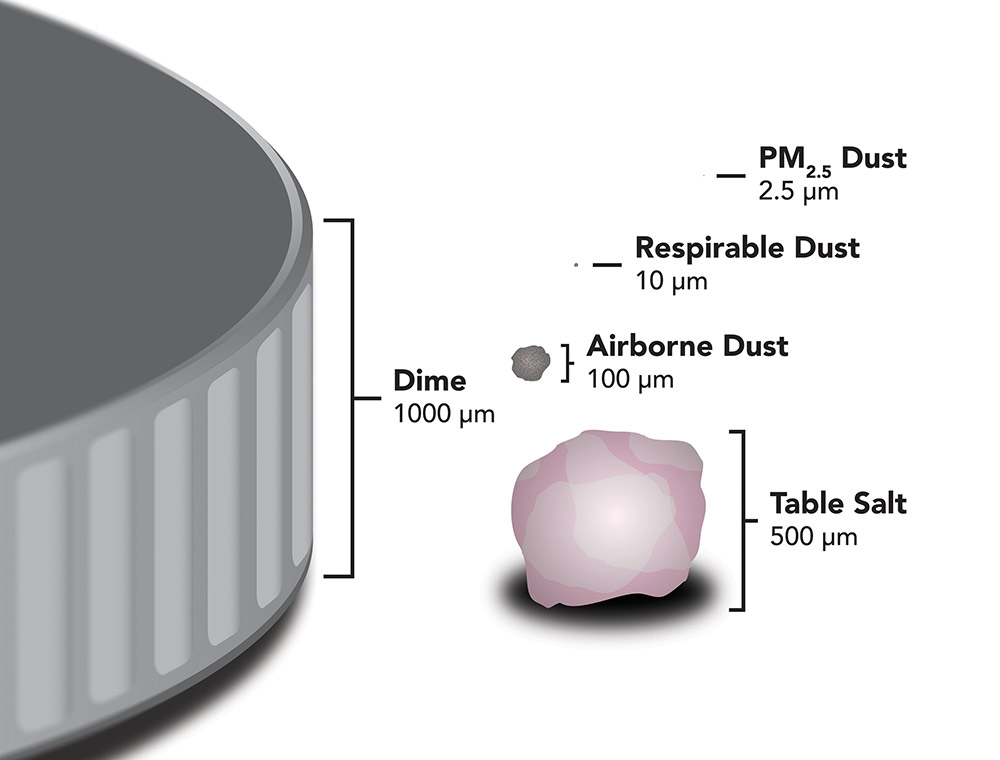
In the United States, for example, inspectors from the Occupational Safety and Health Administration (OSHA) and the Mining Safety and Health Administration (MSHA) equip trained workers with personal dust monitors that they wear throughout their shift. The small machines collect particulates from the air to measure RCS, heavy metals and other regulated substances. The filters capture particulate matter (PM) smaller than 10 microns (µm) in size. In the case of RCS, the regulated measurement must be less than 50 micrograms (µg) in weight over an eight-hour time-weighted average (TWA), which is equivalent to a single shift.
For perspective, PM smaller than 200 µm, roughly the size of sand dust, is light enough to remain airborne on ambient air currents. When PM reaches 100 µm – approximately the size of a cross section of a human hair – it becomes invisible to the naked eye. At 10 µm or smaller, the particulate is considered ‘respirable’ meaning it can surpass the body’s natural defences and enter deep into the lungs causing serious damage and health issues.
Once measured, inspectors usually order violators to address air quality. Personal protective equipment (PPE) such as respirators can be the answer in the short term, but for the long term, regulators recommend that operators address the problem using ‘engineering controls’. These are equipment solutions that prevent emissions, reducing or eliminating the need for PPE. The reason for this is PPE can be hard to monitor throughout a shift, is often inadequately maintained, and the internal safety policy commonly lapses as time goes on since respirators can be challenging to wear day-in and day-out throughout entire shifts.
Conveyor dust emissions
The volume of conveyor dust emissions is dependent on the conditions and the application. Operators and designers should first know the material characteristics and how they change as they pass through the processing and conveying systems. Examples of this can be found in most industries from cement to mining as raw material is reduced from large to small, processed and stockpiled.
Year-round weather conditions can cause dust, especially during dry seasons, which pull humidity out of the air, increasing emissions. Prevailing winds or changes in wind patterns can suddenly shift a dust-free operation into one with several violations.
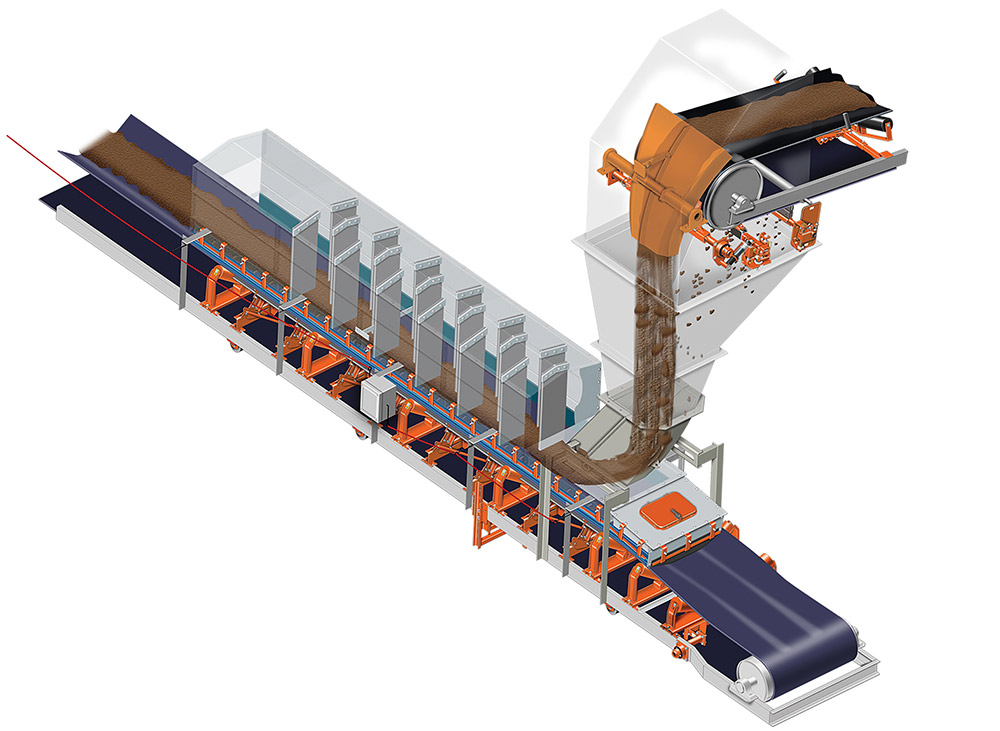
Conveyor dust emissions are also derived from many sources including transition points, material impact and cargo disruption:
- Dust at the transition happens when material falls to the belt, hitting the sides of the chute or rock boxes on the way down. As it falls, material not contained by a drop chute (such as onto a stockpile) separates, exposing the entire stream to ambient air currents, thus allowing emissions.
- Dust on impact happens when material lands on the belt with no controls such as a rock box or curved drop chute. Depending on the height, weight, and density of the material, the impact on the belt causes air turbulence and shifting thereby leading to airborne emissions.
- Dust from disruption happens along the conveyor path, often between idlers where the belt slumps. This causes the cargo to shift and bounce slightly along the belt path, disrupting material, and causing dust emissions.

Loading the belt
Loading zone design has shifted over the past decade in response to the need for dust reduction and greater efficiency and is an excellent example of an engineering control. Rather than transitions from conveyor to conveyor or storage container to conveyor that are straight drops from heights, chutes direct and control material flow using spoon designs. These designs ensure that material is loaded in the centre of the belt with little impact. This reduces dust, spillage, mistracking and belt damage commonly associated with conveyor transitions.
The impact of material on the belt can cause a splashing effect and produce air turbulence that seeks exit points from the chute through gaps between the skirt and the belt created by the slump between impact idlers. These rollers also tend to break under long-term pressure, causing them to seize. So, another innovation replaces impact idlers with a bed of steel angles lined by energy-absorbing impact bars with a top layer of low friction, ultra-high molecular weight (UHMW) polymer or polyurethane. The bar design helps the skirtboard sealing systems consisting of a wear liner and skirting to retain a consistent seal at the loading point thus reducing the amount of spillage and dust emissions.
Eliminating moving parts and the requisite lubrication of rolling components drastically reduces the amount of maintenance and improves safety by promoting a tight seal between the skirting and the bar. Some manufacturers have even developed innovative designs that mount the cradles on rails, allowing slide-out removal to reduce maintenance time and improve safety.
Dust during transport
After cargo has been loaded, the stilling and settling zones of the transfer enclosure should be properly designed to have a sealed environment that controls airflow with negligible dust emissions. This design should include closely set idlers or idlers that transition between cradles. Another important element is continuous external skirting in single strips that run the length of the enclosure on either side. Inside the enclosure, strategically placed dust curtains slow airflow enough for particulates to settle back into the cargo stream. Dust bags and compact mechanical air cleaners, when installed on the enclosure, will also capture dust and ensure a dust-free exit from the enclosure.
Once the material has left the enclosure, wind can be an issue, so many operators cover exposed conveyors. However, this does not control dust from material shifting, disruption over idlers, or mistracking. These actions can cause spillage and dust to fall along the length of the conveyor. Installing tracking devices along the belt path helps reduce spillage from mistracking even if cargo shifts.
Dust at the discharge zone
More often than not, the conveyor discharges down an open shaft with a dead drop into the transfer chute leading to another conveyor, into a hopper or silo, or onto a storage pile. When the material leaves the belt, it separates, exposing the entire stream which allows smaller particulates to become airborne. Stacker conveyors and tripper conveyors are especially prone to this and often utilise a misting ring or specially designed sock to control the stream.
However, material often hits the back of the transfer chute or impacts on rock boxes which can result in dust blowing back up the chute. Enclosing the discharge zone and controlling the impact of material using a spoon design will mitigate blowback. Also, adding air cannons helps direct cargo and airflow, as well as preventing unscheduled downtime from buildup and blockages within the chute.
Dust on the return
Conveyor belts across all bulk handling sectors take a tremendous amount of punishment and the single most expensive piece of equipment on the conveyor system is the belting. No matter how careful the upkeep, the belt will eventually start to show divots and cracks. The weight of the cargo can cause dry material to stick to the surface and dust and fines collect in the flaws. If not properly cleaned, the adhered material will not be discharged with the cargo flow and remain on the belt as carryback, spilling fines and emitting dust along the return path of the system.
Primary cleaners remove the most abrasive and hardest material left on the belt after discharge. Mounted at the head pulley on a tensioned assembly and the engineered polyurethane construction, many blades are in a curved configuration that allows the blade tip to fit snuggly against the belt and wear evenly throughout the blade’s life with only minor adjustments to the tensioner.
One innovative primary cleaner design requires no tensioning at all after initial installation. It features a matrix of tungsten carbide scrapers installed diagonally to form a three dimensional curve around the head pulley and typically delivers up to four times the service life of urethane cleaners without ever needing re-tensioning.
Secondary and tertiary cleaners are located immediately after the belt leaves the head pulley to address dust and fines that escape the primary cleaner. Generally equipped with spring or air tensioners that easily adjust to fluctuations in the belt, secondary and tertiary cleaners dislodge dusty carryback, adding it back into the cargo flow.
Conveyor dust: Not just a forgone conclusion
The prevailing impression that bulk handling is inherently dusty is an old idea that regulators are trying to reverse. By identifying causes of dust and retrofitting modern equipment, operators find that they can control emissions at the source and increase efficiency.
Designers and engineers of high-quality conveyor accessories are constantly striving to innovate, adding ways for operators to reduce employee interactions with equipment, significantly lower dust emissions, improve workplace safety and remain compliant. With the help of equipment manufacturers, operators can be air quality heroes.




